1. HP-RTM процессине киришүү
HP-RTM (High Pressure Resin Transfer Molding) — бул жогорку басымдагы чайырды өткөрүү процессинин аббревиатурасы. Бул өнүккөн калыптандыруу технологиясы, ал чайырды аралаштыруу жана алдын ала була менен бекемделген материалдар жана алдын ала коюлган койгучтар менен алдын ала төшөлгөн вакуумдук формага куюу үчүн жогорку басымдагы басымды колдонот. Чайыр калыпты толтуруу, импрегнациялоо, айыктыруу жана калыптан чыгаруу аркылуу агат. , жогорку ендурумдуу жана жогорку тактыктагы композиттик буюмдарды калыптоо процессин алуу. Бул жогорку натыйжалуулугун, энергияны үнөмдөө жана айлана-чөйрөнү коргоо артыкчылыктары бар, жана көп унаалар, аэрокосмостук, электроника жана башка тармактарда колдонулган.
Процесс 1-сүрөттө көрсөтүлгөн:
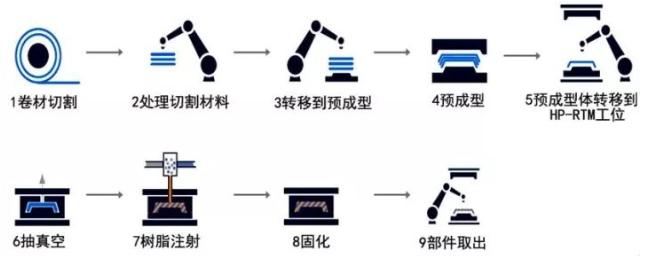
Сүрөт 1 HP-PTM процессинин принцибинин схемалык диаграммасы
2. HP-RTM процессинин мүнөздөмөлөрү
HP-RTM преформаны иштетүүнү, чайырды инъекциялоону, пресстөө процессин жана кыркууну камтыйт. Салттуу RTM процессине салыштырмалуу HP-RTM процесси инъекциядан кийинки пресстөө процессин жогорулатат, чайырды инъекциялоо жана толтуруу кыйынчылыгын азайтат, преформалардын импрегнация сапатын жакшыртат жана калыптандыруу циклин кыскартат. конкреттүү процесстин мүнөздөмөлөрү болуп төмөнкүлөр саналат:
(1) Көктү тез толтуруу. Чайыр көктүн көңдөйүн тез толтурат, жакшы инфильтрациялык эффектке ээ, көбүкчөлөрдү жана көзөнөктүүлүктү бир кыйла азайтат, ал эми илешкектүүлүгү төмөн чайыр чайырдын сайма ылдамдыгын бир топ жогорулатат жана калыптоо процессинин циклин кыскартат.
(2) Жогорку активдүү чайыр. Чайырды айыктыруу реакциясынын ылдамдыгы жогорулайт жана чайырдын айыктыруу цикли кыскарат. Ал жогорку активдүү тез айыктыруучу чайыр системасын кабыл алат жана чайыр матрицасын жакшыраак аралаштыруунун бирдейлигине жетүү үчүн жогорку эффективдүү жогорку басымдагы аралаштыргыч жана инъекциялык жабдууларды кабыл алат. Ошол эле учурда калыптоодо жогорку температурадагы чөйрө талап кылынат, бул чайырдын айыгуу реакциясынын ылдамдыгын бир топ жакшыртат, өндүрүш циклин кыскартат жана процессти турукташтырат. Жогорку туруктуулук жана кайталануучулук,
(3) Жабдууларды тазалоонун натыйжалуулугун жогорулатуу үчүн ички чыгаруу агентин жана өзүн-өзү тазалоо системасын колдонуңуз. сайма аралаштыруу башын өзүн-өзү тазалоо технологиясы колдонулат, жана ички чыгаруу агент компоненти натыйжалуу жабдууларды тазалоо натыйжалуулугун жогорулатуу үчүн чийки кошулат. Ошол эле учурда, буюмдун беттик таасири сонун болуп саналат, ал эми жоондугу жана формасынын четтөө аз. Аз чыгым менен кыска циклде (чоң көлөмдө), сапаттуу өндүрүшкө жетишүү.
(4) Көктө тез вакуум технологиясын колдонуңуз. Бөлүктөрдөгү тешикчелердин курамы азайып, тетиктердин иштеши жакшырат. Бул продукттун курамындагы тешикчелерди эффективдүү азайтат, буланы импрегнациялоонун натыйжалуулугун жакшыртат, була менен чайырдын ортосундагы интерфейсти бириктирүү жөндөмүн жакшыртат жана буюмдун сапатын жакшыртат.
(5) Чаң соргучту инъекциядан кийин кысуу калыптоо процесси менен айкалыштыруу. Тетиктердин процессинин татаалдыгы азаят жана чайыр менен сиңирилген арматураланган материалдардын сапаты жакшырат. Бул RTM процессинин клей инжектордук портун жана чыгаруу портун долбоорлоо кыйынчылыгын азайтат, чайырдын агымын толтуруу жөндөмдүүлүгүн жакшыртат, жана чайыр менен буланын импрегнация сапатын жакшыртат.
(6) Көктү жабуу үчүн кош катуу беттерди колдонуңуз жана басым үчүн чоң тонналык гидравликалык прессти колдонуңуз. Продукт калыңдыгы жана үч өлчөмдүү формасы боюнча аз четтөөлөргө ээ. Форманын мөөрлөнүүчү эффектин камсыз кылуу үчүн калыпты жабуу үчүн кош катуу беттер колдонулат, ал эми басым үчүн чоң тонналык гидравликалык пресс колдонулат, бул калыптоо процессинде кысуу күчүн жогорулатат жана калыңдыгын жана формасынын четтөөсүн натыйжалуу азайтат бөлүктөрүнүн.
(7) продукт мыкты беттик касиеттери жана сапаты бар. Көктөп чачуу технологиясын жана жалтыраган калыптарды колдонуу менен тетиктер өтө кыска убакыттын ичинде жогорку тактыктагы айкын сапатты ала алышат.
(8) Ал жогорку процесстин туруктуулугуна жана кайталанууга ээ. боштук сайынуу жана пост-инъекция кысуу технологиясын пайдалануу абдан чайыр көк толтуруу агымынын дараметин жакшыртат, натыйжалуу жараян кемчиликтери ыктымалдыгын азайтат, жана жогорку жараянын кайталануу бар.
3. Негизги процесстердин технологиялары
(1) Була арматураланган материалдарды алдын ала түзүү технологиясы
Fiber preforming технологиясы негизинен камтыйт: текстиль, токуу жана өрүү preforms; преформаларды тигүү; майдаланган була сайынуу preforms; ысык пресстөө преформалары, ж. Бул технологияда калыптандыруучу агент негизги кепилдик болуп саналат, ал эми буланы алдын ала калыптандыруу жана пресстөө технологиясы була калыптандыруунун ачкычы болуп саналат. HP-RTM процесси үчүн бөлүктүн түзүлүшү салыштырмалуу жөнөкөй, андыктан калыптандыруучу калып да салыштырмалуу жөнөкөй. Негизги нерсе дизайн жана контролдоо процедуралары аркылуу эффективдүү жана иреттүү басым жана калыптандыруу үчүн калыптандыруучу калыпты жана басым жасоочу шайманды кантип көзөмөлдөөдө.
(2) Жогорку тактык чайыр өлчөө, аралаштыруу жана сайынуу технологиясы
HP-RTM процессинин чайырын аралаштыруу жана инъекциялоо негизинен эки системаны камтыйт: чайырдын негизги материалы жана көктөгү чачыраткыч чайыр. Аны башкаруунун ачкычы жогорку тактыктагы чайыр өлчөө системасында, тез жана бирдей аралаштыруу технологиясында жана аралаштыргыч жабдуулардын өзүн-өзү тазалоо технологиясында. HP-RTM процессинин чайырынын негизги материалы жогорку температурада жана жогорку басымда так өлчөө керек, бул үчүн жогорку тактыктагы өлчөө насостук жабдуулар керек. Чайырды бирдей аралаштыруу жана өзүн өзү тазалоо эффективдүү, өзүн-өзү тазалоочу, көп аралаштыргыч баштын дизайнын талап кылат.
(3) Көктүн температурасы талаанын бирдейлиги жана мөөр дизайны
HP-RTM процессинде калыптандыруучу калыптын температура талаасынын бирдейлиги калыптын көңдөйүндөгү чайырдын агымын жана толтуруусун гана аныктабастан, ошондой эле була инфильтрациясынын иштешине, жалпы иштөөсүнө чоң таасирин тийгизет. курама материалдын жана буюмдун ички стресс. . Ошондуктан, натыйжалуу жана акылга сыярлык жүгүртүү мунай схемасы долбоорлоо менен бирге орточо жылытуу колдонуу зарыл. Көктүн мөөр басуу көрсөткүчү чайырдын агымын жана көктүн толтуруу өзгөчөлүктөрүн, ошондой эле калыптоо процессинин эвакуациялоо жөндөмүн түздөн-түз аныктайт. Бул продуктунун натыйжалуулугуна таасир этүүчү негизги шилтеме болуп саналат. Продукцияга ылайык мөөр шакекчелеринин абалын, ыкмасын жана санын долбоорлоо зарыл. Ошол эле учурда, бөлүктүн иштешин камсыз кылуу үчүн чайыр толтуруу процессинде абанын агып кетпешине кепилдик берүү үчүн, калыптарды орнотуу боштугунда, чыгаруу системасында, вакуумдук системада жана башка кызматтарда мөөр көйгөйлөрүн чечүү керек.
(4) Жогорку тактыктагы гидротехникалык пресс жана аны башкаруу технологиясы
HP-RTM процессинде чайырды толтуруу процессинде калыпты жабуу боштугун көзөмөлдөө жана пресстөө процессиндеги басымды көзөмөлдөө эффективдүү жана жогорку тактыктагы гидравликалык пресс тутумунун кепилдигин талап кылат. Ошол эле учурда, калыптандыруу жараянынын үзгүлтүксүздүгүн камсыз кылуу үчүн желим сайынуу жараянынын жана басуу жараянынын муктаждыктарына ылайык өз убагында башкаруу технологиясын камсыз кылуу керек.
 Кыргыз тили
Кыргыз тили
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



